


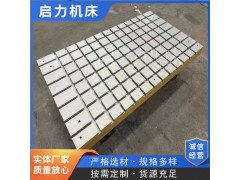

T型槽平台基地,总有你意想不到的收获
T型槽平台应经稳定性处理和去磁。T型槽平台工作面与侧面以及相邻两侧面的垂直公差为12级(按GB1184-80《形状位置公差》规定)。T型槽平台工作面的硬度应为HB170-220或187-255之间。
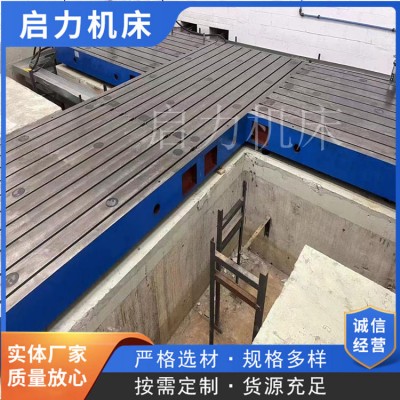
为了防止T型槽平台平板发生的变形,在吊装铸铁平板时,要用四根同样长度的钢丝绳同时挂住铸铁平板上四个起重孔,将铸铁平板平稳吊装在运输工具上。T型槽平台安装时将铸铁平板支承点垫实、垫平,每个支撑点受力均匀,整个铸铁平板平稳。由技术人员将铸铁平板调整至合格精度。
T型槽平台工序周转,装卸,去除浇口,还有热处置工序铸件的摆放,冷方式等都会形成铸件变形。那麼,如何增加T型槽平台变形呢?首先,蜡模不能变形。1、在压型时,严厉依照工艺操作,取型尽量用风;取出后立刻放入冷水中停止冷,假如有,应设计防变形卡具或许设置冷蜡块等,也可以在蜡件上设计防变形筋或许反变形。在蜡模工序,取型,修型,组合前反省蜡模变形状况。2、在涂料工序要留意模组摆放要有固定间隔,沾浆沾砂时小心操作,模壳厚度设计思索如大立体的构造的加固。3、模壳焙烧摆放要单层,铸件型腔尽量不受力。T型槽平台浇注零碎设计要合理,增加铸件受力膨胀,铸件也是一样,要尽量同时凝结,防止因膨胀不分歧形成的铸件内应力。尽量低温出炉高温浇注。4、T型槽平台工序间周转要轻拿轻放,防止磕碰,热处置时要有序摆放铸件,防止多层,薄壁件更应小心爲是。
形成T型槽平台精度失准详细原因是:铸铁渠道作业场所不清洁,除会形成丈量过错外,也会增加的磨损。铸铁渠道丈量面的硬度偏低时简单磨损。所以正确运用铸铁渠道可以简略的平板精。T型槽平台测力过大会形成的变形或较早的磨损。
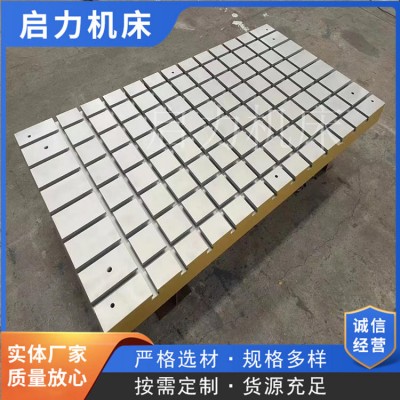
T型槽平台主要检定项目A、材质及表面硬度。B、形状位置公差,含名义尺寸,垂直度公差。C、外观。D、平面度。E、接触点。F、平面波动量。G、工作面允许挠度值。H、表面粗糙度。]精度参数,3级平板未规定接触点要求。1级T型槽平台要求接触点数在任意25×25mm平面内不少于20点。2级平板要求接触点数在任意25×25mm平面内不少于12点。
T型槽平台良好的育处置有以下作用:消弭或减轻白口倾向;防止呈现过冷组织;减轻T型槽平台的壁厚敏理性,使铸件薄、厚截面处显微组织的差异小,硬度差异也小;有利于共晶团生核,使共晶团数增加;使铸铁中石墨的形态主要是细小而且平均散布的A型石墨,从而铸铁的力学性能。育良好的T型槽平台活动性较好,T型槽平台的收缩减少、加工性能、残留应力减少。
铸铁平板使用时对被检工件要轻拿轻放,尽量不要在铸铁平板上挪动比较粗糙的工件,以免对铸铁平板工作面造成磕碰、划伤等损坏。为了防止铸铁平板整体变形,使用完毕后,建议要将比较重的工件从铸铁平板上拿下来,避免工件长时间对铸铁平板重压造成铸铁平板的变形。
启力机床谢女士13785751790
定做T型槽平台 装配平台 大型重型铸件铸造